Pengertian Power Amplifier (Penguat Daya) dan Kelas-kelasnya
Pengertian Power Amplifier (Penguat Daya) dan Kelas-kelasnya – Power Amplifier atau dalam bahasa Indonesia disebut dengan Penguat Daya adalah sebuah rangkaian elektronika yang berfungsi untuk memperkuat atau memperbesar sinyal masukan. Di dalam bidang Audio, Power Amplifier akan menguatkan sinyal suara yang berbentuk analog dari sumber suara (Input) menjadi sinyal suara yang lebih besar (Output). Sumber sinyal suara yang dimaksud tersebut dapat berasal dari alat-alat Tranduser seperti Mikrofon yang dapat mengkonversikan energi suara menjadi sinyal listrik ataupun Optical Pickup CD yang mengkonversikan getaran mekanik menjadi sinyal listrik. Sinyal listrik yang berbentuk sinyal AC tersebut kemudian diperkuat arus (I) dan tegangannya (V) sehingga menjadi Output yang lebih besar. Besaran penguatannya ini sering disebut dengan istilah gain.
Gain yang biasanya dilambangkan dengan G dengan satuan decibel (dB) ini merupakan hasil bagi dari daya di bagian Output (Pout) dengan daya di bagian inputnya (Pin) dalam bentuk-bentuk frekuensi listrik AC. Bentuk Rumusnya adalah sebagai berikut :
G = 10log (Pout/Pin)
Dimana :
G = Gain dalam satuan dB
Pout = Power atau daya pada bagian Output
Pin = Power atau daya pada bagian Input
Untuk lebih jelas mengenai Gain yang dalam bentuk satuan Desibel, anda dapat membaca di artikel : Pengertian Desibel (Decibel) dan cara menghitungnya.
Sinyal listrik yang dihasilkan oleh tranduser input umumnya sangat kecil yaitu sekitar beberapa milivolt atau bahkan hanya beberapa microvolt. Oleh karena itu, sinyal listrik tersebut harus diperkuat agar dapat menggerakan atau mengoperasikan perangkat tranduser Output seperti Speaker (atau perangkat-perangkat Output lainnya). Pada penguat sinyal kecil (Small Signal Amplifier), faktor utama adalah penguatan linearitas dan memperbesar gain. Karena Tegangan sinyal dan Arus yang kecil, jumlah kapasitas penanganan daya efisiensi daya menjadi penting untuk diperhatikan.
Sedangkan Penguat Daya (Power Amplifier) atau Penguat Sinyal Besar adalah jenis penguat yang memberikan daya yang cukup untuk dapat menggerakan Speaker atau perangkat listrik lainnya. Umumnya, daya yang dihasilkan adalah beberapa watt hingga puluhan watt dan bahkan hingga ratusan watt.
Selain faktor penguatan yang disebut dengan Gain ini, Suatu istilah yang sering kita temukan pada Power amplifier adalah tingkat fidelitas (Fidelity). Sebuah Amplifier atau Penguat Daya dikatakan memiliki fidelitas tinggi (High Fidelity) apabila menghasilkan sinyal keluaran (output) yang bentuknya persis sama dengan sinyal masukan (input). Perbedaannya hanya pada tingkat penguatan pada amplitudo atau tegangannya saja. Jadi dengan kata lain, yang dimaksud dengan fidelitas adalah kemiripan bentuk keluaran hasil replika terhadap sinyak masukan.
Ada Satu lagi faktor penting dalam penguat daya yang harus diperhatikan, yaitu faktor efisiensi. Yang dimaksud dengan Efisiensi pada penguat daya adalah efisiensi daya dari sebuah penguat yang dinyatakan dengan besaran rasio atau persentasi dari Output Daya dengan Input Daya. Sebuah Power Amplifier atau Penguat Daya dikatakan memiliki efisiensi tinggi atau 100% efisiensinya apabila tidak terjadi kehilangan daya pada proses penguatannya.
Jenis atau Kelas-kelas Power Amplifier (Penguat Daya)
Salah satu cara untuk mengklasifikasikan jenis-jenis Power Amplifier atau Penguat Daya adalah dengan cara pembagian “KELAS” pada Power Amplifier. Pada umumnya, Kelas Amplifier yang sering digunakan dapat dibagi menjadi Kelas A, Kelas AB, Kelas B, Kelas C dan Kelas D. Berikut ini adalah penjelasan singkat dengan Kelas-kelas Penguat Daya tersebut.
Penguat Daya Kelas A (Class A Power Amplifier)
Penguat Kelas A merupakan Kelas Penguat yang desainnya paling sederhana dan paling umum digunakan. Seperti namanya yaitu Kelas A yang artinya adalah Kelas terbaik, penguat Kelas A ini memiliki tingkat distorsi sinyal yang rendah dan memiliki liniearitas yang tertinggi dari semua kelas penguat lainnya.
Umumnya, Penguat Kelas A menggunakan transistor single (transistor bipolar, FET, IGBT) yang terhubung secara konfigurasi Common Emitter (Emitor Bersama). Letak titik kerja (titik Q) berada di pusat kurva karakteristik atau berada pada setengah Vcc (Vcc/2) dengan tujuan untuk mengurangi distori pada saat penguatan sinyal. Penguat Kelas A ini menguat sinyal Input satu gelombang penuh atau 360°.
Untuk mencapai Linearitas dan Gain yang tinggi, Amplifier Kelas A ini mengharuskan Transistor dalam keadaan aktif selama siklus AC. Hal ini menyebabkan pemborosan dan pemanasan yang berlebihan sehingga menyebabkan ketidakefisienan. Efisiensi Penguat/Amplifier kelas A ini hanya berkisar sekitar 25% hingga 50%.
Penguat Daya Kelas B (Class B Power Amplifier)
Penguat Kelas B sedikit berbeda dari Penguat Kelas A. Penguat ini dibuat menggunakan dua perangkat aktif yang melakukan setengah dari siklus yang sebenarnya, yaitu 180 derajat dari siklus. Dua perangkat menyediakan penggerak arus gabungan untuk beban.
Pada gambar di atas, konfigurasi penguat Kelas B Ideal telah ditunjukkan. Ini terdiri dari dua perangkat aktif yang bias satu per satu selama setengah siklus positif dan negatif dari gelombang sinusoidal dan dengan demikian sinyal didorong atau ditarik ke tingkat yang diperkuat dari sisi positif dan negatif dan menggabungkan hasilnya, kami mendapatkan siklus lengkap di seluruh output .
Setiap perangkat dihidupkan atau menjadi aktif setengah dari siklus, dan karena ini efisiensi meningkat, dibandingkan dengan efisiensi 25- 30% penguat Kelas A, ini memberikan efisiensi lebih dari 60% secara teoritis. Kita dapat melihat grafik sinyal input dan output masing-masing perangkat pada gambar di bawah ini. Efisiensi tidak lebih dari 78% untuk penguat Kelas B. Disipasi panas diminimalkan di kelas ini menyediakan ruang heat sink yang rendah.
Namun, kelas ini juga memiliki keterbatasan. Keterbatasan yang sangat mendalam dari kelas ini adalah distorsi crossover. Karena dua perangkat menyediakan masing-masing setengah dari gelombang sinusoidal yang digabungkan dan digabungkan di seluruh output, ada ketidakcocokan (cross over) di wilayah, di mana dua bagian digabungkan.
Ini karena ketika satu perangkat menyelesaikan setengah siklus, yang lain perlu menyediakan daya yang sama hampir pada saat yang sama ketika yang lain menyelesaikan pekerjaan. Sulit untuk memperbaiki kesalahan ini di penguat kelas A karena selama perangkat aktif perangkat lain tetap sama sekali tidak aktif. Kesalahan memberikan distorsi pada sinyal output. Karena keterbatasan ini, ini adalah kegagalan besar untuk aplikasi penguat audio presisi.
Penguat Daya Kelas AB (Class AB Power Amplifier)
Pendekatan alternatif untuk mengatasi distorsi cross-over, adalah dengan menggunakan penguat AB. Penguat kelas AB menggunakan sudut konduksi menengah dari Kelas A dan B, sehingga kita dapat melihat properti penguat Kelas A dan Kelas B pada topologi penguat kelas AB ini. Sama seperti kelas B, ia memiliki konfigurasi yang sama dengan dua perangkat aktif yang melakukan selama setengah dari siklus secara individual tetapi masing-masing perangkat bias berbeda sehingga itu tidak sepenuhnya OFF selama momen yang tidak dapat digunakan (momen crossover).
Setiap perangkat tidak meninggalkan konduksi segera setelah menyelesaikan setengah dari bentuk gelombang sinusoida, sebaliknya membentuk sejumlah kecil input pada setengah siklus lainnya. Dengan menggunakan teknik bias ini, ketidakcocokan crossover selama zona mati berkurang secara dramatis.
Namun dalam konfigurasi ini, efisiensi berkurang karena linearitas perangkat terganggu. Efisiensi tetap lebih dari efisiensi penguat Kelas A biasa tetapi kurang dari sistem penguat Kelas B. Juga, dioda harus dipilih dengan hati-hati dengan peringkat yang sama persis dan harus ditempatkan sedekat mungkin dengan perangkat output. Dalam beberapa konstruksi rangkaian , perancang cenderung menambahkan resistor bernilai kecil untuk memberikan arus diam yang stabil di seluruh perangkat untuk meminimalkan distorsi di seluruh output.
Penguat Daya Kelas C (Class C Power Amplifier)
Amplifier atau Penguat Kelas C ini menguatkan sinyal input kurang dari setengah gelombang (kurang dari 180°) sehingga distorsi pada Outputnya menjadi sangat tinggi. Namun Efisiensi daya pada penguat kelas C ini sangat baik yaitu dapat mencapai efisiensi daya hingga 90%. Penguat Kelas C ini sering digunakan pada aplikasi khusus seperti Penguat pada pemancar Frekuensi Radio dan alat-alat komunikasi lainnya.
Penguat Daya Kelas D (Class D Power Amplifier)
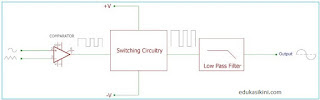
Penguat daya kelas D ini menggunakan penguatan dalam bentuk pulsa atau biasanya disebut dengan teknik Pulse Width Modulation (PWM), dimana lebar pulsa ini proposional terhadap amplitudo sinyal input yang pada tingkat akhirnya sinyal PWM akan menggerakan transistor switching ON dan OFF sesuai dengan lebar pulsanya. Secara teoritis, Penguat kelas D dapat mencapai efisiensi daya hingga 90% hingga 100% karena transistor yang menangani penguatan daya tersebut bekerja sebagai Switch Binary yang sempurna sehingga tidak terjadi pemborosan waktu saat transisi sinyal dan juga tidak ada daya yang diboroskan saat tidak ada sinyal input. Transistor yang digunakan untuk Amplifier kelas D ini umumnya adalah transistor jenis MOSFET. Suatu Penguat Kelas D umumnya terdiri dari sebuah generator gelombang gigi gergaji, Komparator, Rangkaian Switch dan sebuah Low Pass Filter.
Meskipun dapat menghasilkan efisiensi daya yang tinggi, Penguat Kelas D ini memerlukan sumber catu daya yang stabil dan respon frekuensi tingginya sangat tergantung pada impedansi Speaker (Pengeras Suara).
Power Amplifier Kelas E
Penguat kelas E pertama kali dipublikasikan oleh pasangan ayah dan anak Nathan D dan Alan D Sokal tahun 1972. Dengan struktur yang mirip seperti penguat kelas C, penguat kelas E memerlukan rangkaian resonansi L/C dengan transistor yang hanya bekerja kurang dari setengah duty cycle. Bedanya, transistor kelas C bekerja di daerah aktif (linier). Sedangkan pada penguat kelas E, transistor bekerja sebagai switching transistor seperti pada penguat kelas D. Biasanya transistor yang digunakan adalah transistor jenis FET. Karena menggunakan transistor jenis FET (MOSFET/CMOS), penguat ini menjadi efisien dan cocok untuk aplikasi yang memerlukan drive arus yang besar namun dengan arus input yang sangat kecil. Bahkan dengan level arus dan tegangan logikpun sudah bisa membuat transitor switching tersebut bekerja. Karena dikenal efisien dan dapat dibuat dalam satu chip IC serta dengan disipasi panas yang relatif kecil, penguat kelas E banyak diaplikasikan pada peralatan transmisi mobile semisal telepon genggam. Di sini antena adalah bagian dari rangkaian resonansinya.
Power Amplifier Kelas G
Kelas G tergolong penguat analog yang tujuannya untuk memperbaiki efesiensi dari penguat kelas B/AB. Pada kelas B/AB, tegangan supply hanya ada satu pasang yang sering dinotasikan sebagai +VCC dan –VEE misalnya +12V dan –12V (atau ditulis dengan +/-12volt). Pada penguat kelas G, tegangan supply dibuat bertingkat. Terutama untuk aplikasi yang membutuhkan power dengan tegangan yang tinggi, agar efisien tegangan supplynya ada 2 atau 3 pasang yang berbeda. Misalnya ada tegangan supply +/-70 volt, +/-50 volt dan +/-20 volt. Konsep rangkaian Power Amplifier kelas G seperti pada gambar 1- 30. Sebagai contoh, untuk alunan suara yang lembut dan rendah, yang aktif adalah pasangan tegangan supply +/-20 volt. Kemudian jika diperlukan untuk mendrive suara yang keras, tegangan supply dapat diswitch ke pasangan tegangan supply maksimum +/-70 volt.
Gambar Konsep Penguat Kelas G
Read more at: https://elektronika-dasar.web.id/power-amplifier-kelas-e-g-h-dan-t/
Copyright © Elektronika Dasar
Power Amplifier Kelas H
Konsep penguat kelas H sama dengan penguat kelas G dengan tegangan supply yang dapat berubah sesuai kebutuhan. Hanya saja penguat kelas H, tinggi rendahnya tegangan supply dirancang agar lebih linier tidak terbatas hanya ada 2 atau 3 tahap saja. Tegangan supply mengikuti tegangan output dan lebih tinggi hanya beberapa volt. Penguat kelas H ini cukup kompleks, namun akan menjadi sangat efisien.
Power Amplifier Kelas T
Penguat kelas T bisa jadi disebut sebagai penguat digital. Tripath Technology membuat desain digital amplifier dengan metode yang mereka namakan Digital Power Processing (DPP). Mungkin terinspirasi dari Power Amplifier kelas D, rangkaian akhirnya menggunakan konsep modulasi PWM dengan switching transistor serta filter. Pada penguat kelas D, proses dibelakangnnya adalah proses analog. Sedangkan pada penguat kelas T, proses sebelumnya adalah manipulasi bit-bit digital. Di dalamnya ada audio prosesor dengan proses umpanbalik yang juga digital untuk koreksi waktu tunda dan fasa.
Read more at: https://elektronika-dasar.web.id/power-amplifier-kelas-e-g-h-dan-t/
Copyright © Elektronika Dasar